Online monitoring systems are used in various industries and applications. Some common areas where online monitoring systems are used include:
Manufacturing
Online monitoring systems are used to monitor the status of equipment on production lines, detect real-time operational conditions of machinery, predict and prevent equipment failures, and improve production efficiency and equipment utilization.

Energy industry
Online monitoring systems can be applied to monitor and maintain power equipment, generators, transformers, etc. They help in detecting equipment anomalies in real time, preventing downtime and failures, and improving the reliability of energy supply.
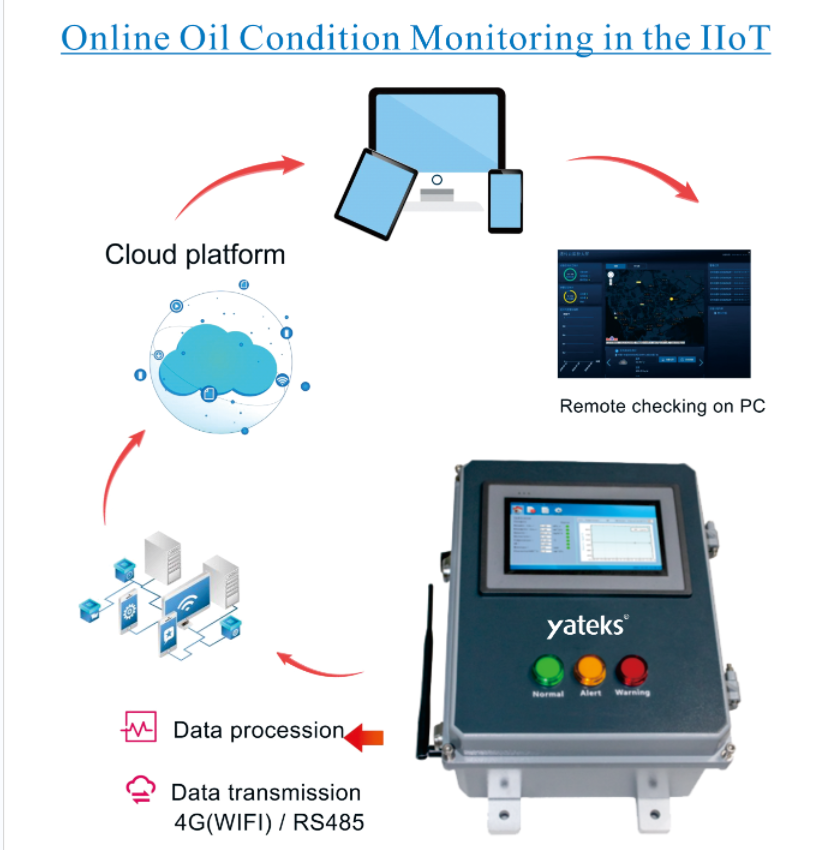
Oil and chemical industry
Online monitoring systems are used to monitor the working status and safety of oil and gas pipelines, tanks, chemical equipment, and more. They help in detecting leaks, seepage, and other abnormal conditions to prevent accidents.
Automotive manufacturing and transportation
Online monitoring systems are used for equipment status monitoring and smart manufacturing on automotive production lines, improving production efficiency and quality. Additionally, during vehicle transportation, they can monitor the vehicle’s operating conditions, fuel consumption, and emissions, providing real-time data analysis and management to improve transportation efficiency and reduce operating costs.
Logistics and supply chain management
Online monitoring systems enable real-time monitoring of the location, transportation conditions, and environmental parameters of goods in logistics and supply chains. They provide real-time data analysis and monitoring for cargo tracking, quality control, and supply chain optimization.
Environmental monitoring Online monitoring systems are used to monitor parameters. such as oil quality, water quality, viscosity, temperature, water activity, wear particles. They provide real-time data analysis and reporting to help monitor and improve environmental quality.
In summary, online monitoring systems can be applied in many industries, helping businesses achieve real-time monitoring of equipment status, predictive maintenance, and data-driven decision-making to enhance safety, reliability, and efficiency, while reducing costs and risks.