

Industrial endoscopes, also known as industrial borescopes, are essential tools for inspecting and maintaining machinery and equipment in various industries. These devices consist of a flexible probe with a camera at the tip, allowing for visual inspection of hard-to-reach areas. When it comes to choosing an industrial endoscope probe, there are several factors to consider to ensure that you select the right tool for your specific needs.
-
Probe Diameter and Length
One of the most important considerations when choosing an industrial endoscope probe is the diameter and length of the probe. The diameter of the probe determines the size of the openings it can access, while the length determines how far the probe can reach into a confined space. For instance, if you need to inspect small-diameter pipes or narrow gaps, a thinner probe would be more suitable. On the other hand, for longer reach requirements, a longer probe would be necessary. It’s essential to assess the dimensions of the areas you need to inspect to determine the appropriate probe diameter and length for your application.

-
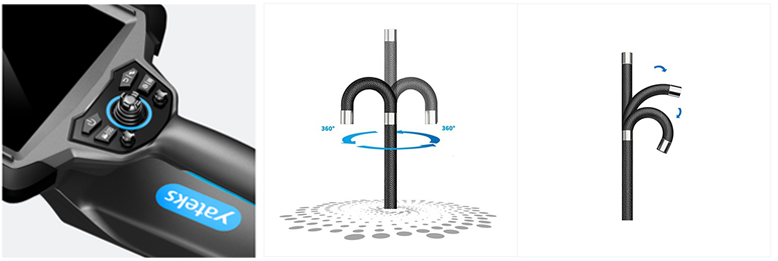
Articulation and Flexibility
The ability of the industrial endoscope probe to articulate and bend is crucial for navigating through complex pathways and around corners. Look for a probe that offers a high degree of flexibility and articulation, allowing it to maneuver through tight spaces with ease. A flexible probe with articulation capabilities ensures that you can capture comprehensive visual inspections of the internal components of machinery and equipment, even in challenging environments.
-
Image Quality
The image quality produced by the industrial endoscope probe is another critical factor to consider. High-resolution cameras and advanced imaging technologies can provide clear and detailed visuals of the inspection area. Look for a probe that offers high-definition imaging capabilities, as this will enable you to identify potential issues, such as corrosion, cracks, or foreign object debris, with precision. Additionally, features such as adjustable LED lighting can enhance the visibility of the inspection area, especially in dark or poorly lit environments.

-
Durability and Ruggedness
Industrial environments can be harsh and demanding, so it’s essential to choose an endoscope probe that is built to withstand these conditions. Look for probes that are constructed from durable materials and are designed to be resistant to water, oil, and other common industrial fluids. A rugged probe can withstand accidental impacts and exposure to harsh elements, ensuring its longevity and reliability in the field.
-
Compatibility and Connectivity
Consider the compatibility of the industrial endoscope probe with other devices and systems. Some probes are designed to work seamlessly with various display units, smartphones, or computer systems, allowing for easy viewing and documentation of inspection findings. Additionally, probes with wireless connectivity capabilities can offer greater flexibility and convenience during inspections, especially in situations where wired connections are impractical or restrictive.
-
Additional Features and Accessories
When choosing an industrial endoscope probe, consider any additional features or accessories that may enhance its functionality. Features such as adjustable focus, digital zoom, and interchangeable camera heads can provide versatility for different inspection requirements. Furthermore, accessories like probe extensions, mirror tips, and magnetic attachments can expand the probe’s capabilities for specific inspection tasks.
-
Cost and Value
Finally, consider the overall cost and value of the industrial endoscope probe. While it’s important to stay within budget constraints, it’s equally crucial to prioritize the quality and reliability of the probe. Investing in a high-quality, durable probe with advanced features may ultimately save time and money by facilitating more efficient and accurate inspections, reducing the risk of equipment downtime and maintenance costs.
In conclusion, choosing the right industrial endoscope probe is essential for conducting thorough and effective inspections in industrial settings. By considering factors such as probe diameter and length, articulation and flexibility, image quality, durability, compatibility, additional features, and cost, you can make an informed decision that aligns with your specific inspection needs. A well-selected industrial endoscope probe can contribute to improved maintenance practices, equipment reliability, and overall operational efficiency in industrial environments.